Brushing & Spray Equipment
顧客ニーズに合わせて、試片 Test、設備および Roll 仕様の選定、設計、製作、設置、試運転までの一貫した製造システムを運用しています。
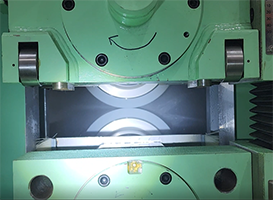
Brushing 設備は Brush Roll の Cleaning / Decaling 性能を最大限に引き出すよう設計されています。
また、Brushing 設備は省スペース性に優れ、Brush Roll の挿入および取り外し時のメンテナンスが容易であるという利点を備えています。
利点
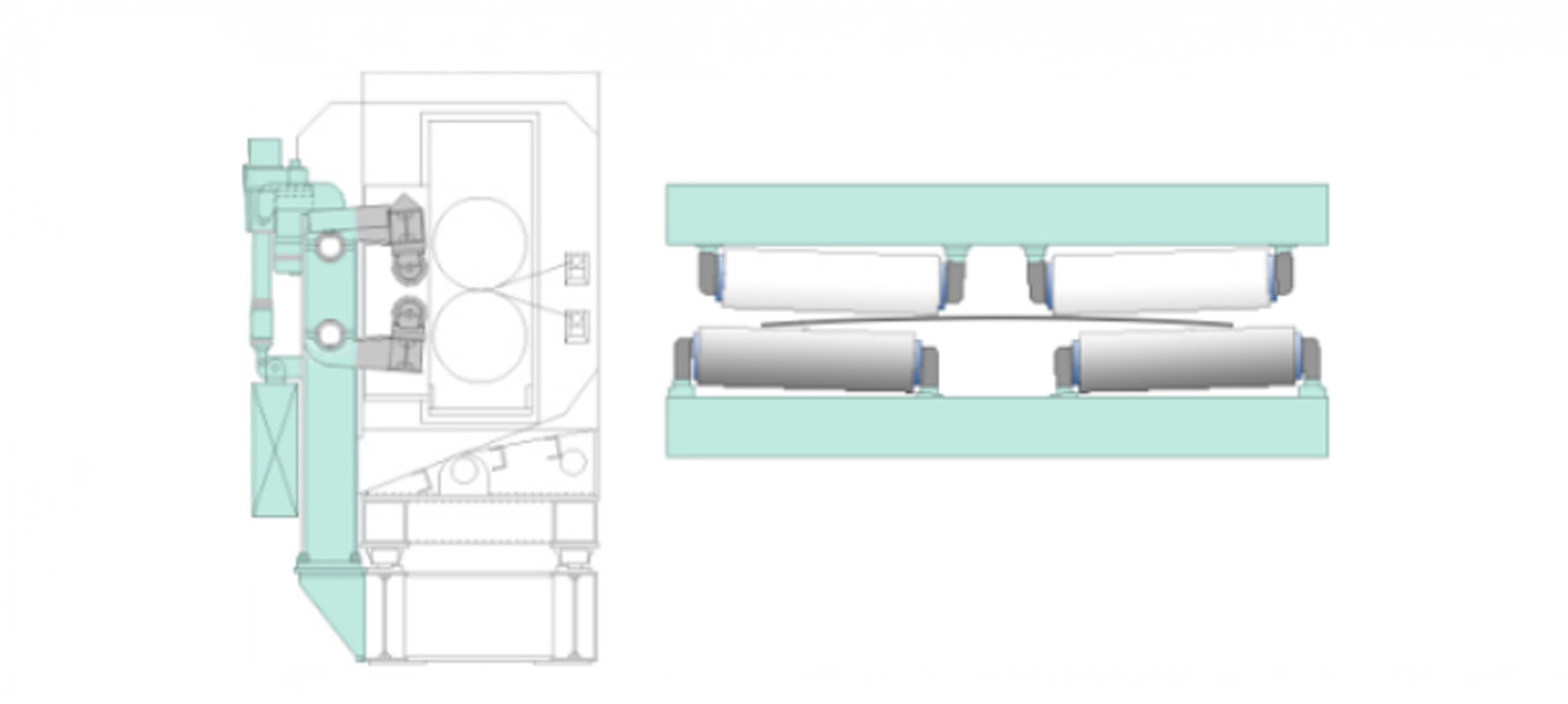
- 上下ブラシロールシステムの導入により、従来のブラシ-バックアップロールシステムと比較して、設置スペースを約50%削減することが可能です。さらに、バックアップロールの排除により、保守コストの大幅な削減を実現し、効率的かつ経済的な運用を可能にします


-
ストリップ表面に振れを発生させ、ベアリング損傷の原因となる振動を低減することができます。
図に示すように、ブラシ-ブラシ方式ではストリップ表面と上下ブラシロールのビート位置が一致しているため、振動が少なくなります。


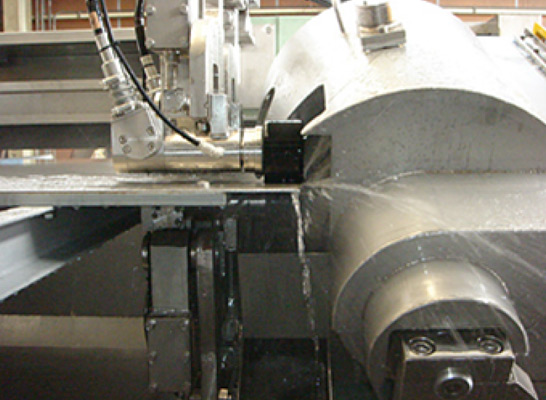
- ブラシロールを側面(作業側)から容易に引き出すことができるため、ロール交換時間を大幅に短縮できます。 また、モータ側とブラシ側の接続部を新たに設計したことにより、モータ(駆動側)の接続部を分解する必要がありません。ロールチェンジャーは手動式から全自動式まで各種タイプが開発されています.



機能オプション

Oscillation System
本システムはストリップ両端のエッジを検知し、ブラッシング装置をストリップ幅方向に前後させる方式です。
このシステムを使用することでブラシロールが均一に摩耗し、不均一摩耗が低減され、ストリップ表面に対してよりスムーズなブラッシングが可能となります。
また、ブラシロール幅を最大限に活用できるため、ブラシロールの寿命が延びます。
利点
- オシレーション機能付きブラシロールにより、ロール表面の異物を均一に除去できます。
- エアクーリング構造のブラシロールシャフトにより、ブラシフィラメントの目詰まりや過熱を防止できます。
- Wet/Dry いずれの条件でも使用可能です。
- ブラシロールの使用/非使用モードを選択できます。
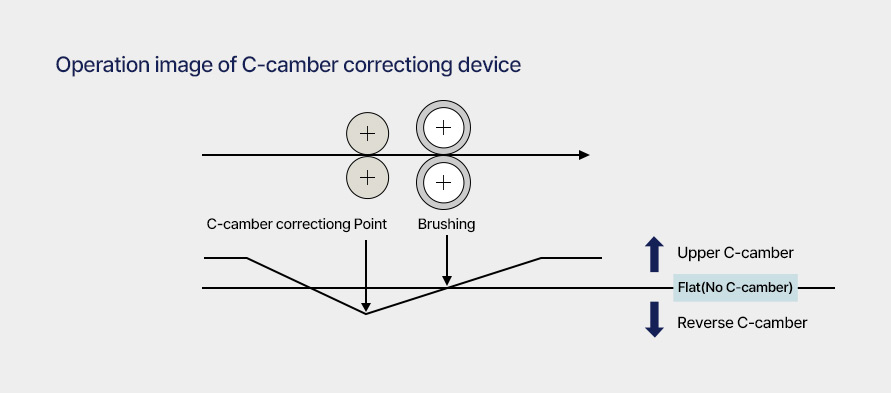
C-Camber Correction Device
本装置は圧下ロールを使用し、ブラッシング位置において C 字形状のストリップを平坦化する装置です。
ストリップ幅方向のブラッシング性能を均一化し、ブラシロールの損傷リスクを低減する目的で使用されます.
Spray Electrolytic Equipment
本装置は、ストリップ表面に付着したオイルの密着力を効果的に弱め、
その後のブラシロール洗浄時に洗浄効率を最大限に高めるよう設計された設備です。
また、コンパクトな装置サイズと運転コスト削減効果により、従来の E.C.T と比較して
CAPEX および OPEX の両面で優れた競争力を有しています。

特長
- 従来の E.C.T と比べて電流密度が高く、消費電力を大幅に削減できます。(Alkali Brush 2 stand 使用時、E.C.T 対比で電力使用量を 80%以上削減)
- 消費電力が少ないため、漏れ電流によるタンク腐食および周辺機器の汚染・誤動作を防止可能
- コンパクトなサイズによりライン全長を短縮でき、省スペース化と生産性向上を実現し、既設設備への追加設置も可能
- 従来の E.C.T と比較して電極交換およびメンテナンスが容易であり、整備性が飛躍的に向上
スプレー電解装置のメカニズム
- スプレー電解装置:イオン化されたアルカリ液を噴霧することで、鋼板表面の油分の密着力を低下させます。
- アルカリブラシ:アルカリ洗浄液により油分を乳化させ、鋼板から油分および鉄粉を除去します。
- 温水ブラシ:温水ブラシは鋼板表面に残留したアルカリ液をきれいに除去します。




スプレー電解装置と従来電解洗浄装置の比較
| スプレー電解装置 (Spray Electrolytic Equipment) |
従来電解洗浄装置 ( Electrolytic Cleaning Tank) |
|
|---|---|---|
| 装置寸法 | 約 1,000mm x 約 2,000mm | 約 1,500mm x 約 100,000mm |
| 電気エネルギー | 50~60V 100A | 50V 4,500~100,000A |
| 電流密度 | 66.6A/d㎡ | -2~15A/d㎡ |
| 電極交換時間 | 2分 | 8時間 |
| 再汚染の可能性 | 再汚染の可能性なし | 再汚染の可能性あり |
| 漏れ電流対策 | 不要 | 必須 |
| メンテナンスポイント | 電極、ノズルユニット | 電極、シンクロール、タンク、その他周辺機器 |
Mill Roll Polishing Equipment
本装置は、ブラシロールを用いて、バックアップロールやワークロール(スキンパス/テンパーミル下)に付着した鉄粉やダストを連続的に研磨するための設備です。



Skin Pass Mill/Temper Mill
- 振動機能を備えたブラシロールを使用することで、ロール表面の鉄粉やダストを均一に除去できます。
- ブラシロールシャフト内部にエアを供給することで、ブラシ繊維の目詰まりや過熱を防止します。
- WET(ブラシ冷却水使用)および DRY(冷却水不使用)の両条件で使用可能です。
- ブラシロールは未使用時に退避させることができます。
Edge Polisher Equipment
本装置は、ストリップ両端の過剰めっきおよび付着異物を除去するために使用されます。


特長
- 両側ストリップエッジから約 1.0mm 内側まで、上下ブラシロールにより精密にポリッシングします。
- 0.4mm 未満の薄板生産時に発生し得るウェーブ現象は、サポートロール位置の調整で対応可能です。
- ブラシロールはエッジ検知装置の開放限界位置から、Brushing Position まで高速移動します。
供給実績
-
Brushing Equipment / Spray Electrolytic Equipment
- POSCO 光陽 5,6 CGL Abrasive Brush Unit 新設
- POSCO 2 APL Brush Unit 新設
- POSCO 3 APL #0 ~ #3 Brush Unit 新設 & Revamping
- POSCO Thainox APL Abrasive Brush Unit 新設 & Revamping
- POSCO 2, 3 CAL SPM Polishing Equipment 新設
- POSCO 浦項・光陽 EGL Edge Polisher Equipment 新設
- 現代製鉄 順天 1,2,3 CGL 前処理 Line S.E.E
- 現代製鉄 唐津 1CGL 前処理 Line Revamping(including S.E.E)
- 現代製鉄 唐津 1CVGL 前処理 Line Revamping(including S.E.E)
- 東国 CM 釜山 2,3,4,5 CGL 前処理 Line 新設(including S.E.E)
- 東国産業 浦項 NPL S.E.E
- KG Steel SPM Polishing Equipment 新設